Përshkrimi
Sistemi KAN-term Steel

Sistemi KAN-term Steel është një sistem gjithëpërfshirës, modern çeliku i përbërë nga gypa dhe lidhje të sakta të bëra nga një çelik karboni me cilësi të lartë (i veshur me zink antikoroziv jashtë). Diapazoni i diametrave: 12 – 108 mm
Qëllimi i sistemit:
Sistemi është projektuar për sisteme të ngrohjes dhe ftohjes me presion të mbyllur.
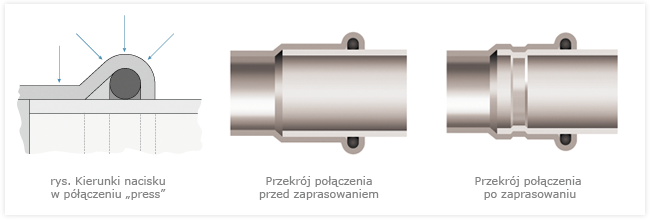
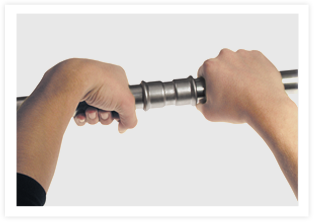
Montimi i një sistemi bazohet në një teknologji të shpejtë dhe të thjeshtë “Press”, dmth. Lidhësit e fiksimit në një gyp. Lidhjet janë të ngushta për shkak të një mbyllje speciale (unaza O) të një gome rezistente ndaj temperaturës së lartë dhe një sistemi fiksimi me 3 pika të tipit “M”, i cili garanton shumë vite të një funksionimi pa dështim.
Avantazhet e sistemit:
- montimi i shpejtë dhe i besueshëm i sistemit pa përdorur ndonjë zjarr të hapur,
- diapazon i gjerë i diametrave të tubave dhe lidhësve: 12 – 108 mm,
- gamë e gjerë e temperaturave të punës: -35 ° C – + 135 ° C,
- rezistencë ndaj presionit të lartë – deri në 16 bar,
- rezistencë e ulët e rrjedhës në tuba dhe pajisje,
- lidhja e mundshme me elementet / sistemet plastike KAN-term,
- pesha e ulët e tubave dhe pajisjeve,
- forca mekanike,
- pa rrezik zjarri gjatë montimit dhe funksionimit (A – klasa e djegies),
- pamja shumë e mirë e sistemit
- funksioni i sinjalizimit të lidhjeve jo të gatshme të fiksuara.

Sistemi KAN-term Steel
Përshkrimi i sistemit:
Sistemi KAN-term Steel është një sistem gjithëpërfshirës, modern çeliku i përbërë nga gypa dhe lidhje të sakta të bëra nga një çelik karboni me cilësi të lartë (i veshur me zink antikoroziv jashtë). Diapazoni i diametrave: 12 – 108 mm
Qëllimi i sistemit:
Sistemi është projektuar për sisteme të ngrohjes dhe ftohjes me presion të mbyllur.
Montimi i një sistemi bazohet në një teknologji të shpejtë dhe të thjeshtë “Press”, dmth. Lidhësit e fiksimit në një gyp. Lidhjet janë të ngushta për shkak të një mbyllje speciale (unaza O) të një gome rezistente ndaj temperaturës së lartë dhe një sistemi fiksimi me 3 pika të tipit “M”, i cili garanton shumë vite të një funksionimi pa dështim.
Avantazhet e sistemit:
- montimi i shpejtë dhe i besueshëm i sistemit pa përdorur ndonjë zjarr të hapur,
- diapazon i gjerë i diametrave të tubave dhe lidhësve: 12 – 108 mm,
- gamë e gjerë e temperaturave të punës: -35 ° C – + 135 ° C,
- rezistencë ndaj presionit të lartë – deri në 16 bar,
- rezistencë e ulët e rrjedhës në tuba dhe pajisje,
- lidhja e mundshme me elementet / sistemet plastike KAN-term,
- pesha e ulët e tubave dhe pajisjeve,
- forca mekanike,
- pa rrezik zjarri gjatë montimit dhe funksionimit (A – klasa e djegies),
- pamja shumë e mirë e sistemit,
- funksioni i sinjalizimit të lidhjeve jo të gatshme të fiksuara.
Gypa
Gypat (gypa me mure të hollë, me shtresë) janë bërë nga një çelik me karbon të ulët (RST 34-2) – material gyp 1.0034 në PN-EN 10305-3 . Gypat elektropikohen (Fe / Zn 88) dhe marrin një shtresë zinku të trashë 8-15 μm . Për më tepër veshja e zinkut është e mbuluar me një shtresë pasive kromi. Ndërsa tubat janë të galvanizuar nxehtë, veshja e zinkut ngjitet shumë mirë në murin e tubit edhe gjatë përkuljes së një tubi. Për transport dhe magazinim tubat mbrohen gjithashtu me vaj të nxehtë të aplikuar.
Përmasat, peshat specifike, vëllimi i ujit në gypat e çelikut KAN-term :
KAN-term gypa çeliku DN Dia jashtë. x
trashësia e muritTrashësia e murit ID Peshat specifike Gjatësia e prerjes së drejtë Vëllimi i ujit mm x mm mm mm kg / m m l / m 10 12 x 12 1,2 9,6 0,350 6 0,072 12 15 × 1,2 1,2 12,6 0,409 6 0,125 15 18 × 1,2 1,2 15,6 0,498 6 0,192 20 22 × 1,5 1,5 19,0 0,759 6 0,284 25 28 × 1,5 1,5 25,0 0,982 6 0,491 32 35 × 1,5 1,5 32,0 1,241 6 0,804 40 42 × 1,5 1,5 39,0 1.500 6 1,194 50 54 × 1,5 1,5 51,0 1,945 6 2,042 60 66,7 × 1,5 1,5 63,7 2,41 6 3,187 65 76,1 2,0 2,0 72,1 3,659 6 4,080 80 88,9 2,0 2,0 84,9 4,292 6 5,660 100 108 × 2,0 2,0 104,0 5,235 6 8,490 Lidhëset / pajisjet
Lidhësit janë të pajisur me maja të shtypura me një unazë O ose me maja të shtypura dhe të ndërprera me një femër me fije mashkullore në PN-EN10226-1:
- gjunjë dhe këmbë, lidhës,

- lidhje me fije GZ dhe GW dhe nyje vidhos,

- qasjet për marrësit.

Lidhësit janë bërë nga një çelik me karbon të ulët (RSt 34-2) – materiali Nr. 1.0034 në PN-EN 10305-3 i elektropiluar me zink – trashësia e veshjes së zinkut: 8-15 μm dhe të mbrojtura shtesë me një shtresë kromi pasivizuese. Veshja e zinkut zbatohet nxehtë.
Vula (unaza O)
Pajisjet standarde “Press” në Sistemin KAN-term Steel dhe Inox janë të pajisura me unaza EP gome EPDM (gome etilen-propilen) që përmbushin standardin PN-EN 681-1. Për aplikime të veçanta Viton-unazat dorëzohen shtesë.
Parametrat e punës dhe fusha e zbatimit të këtyre vulave jepen më poshtë:
Materiali Ngjyrë Parametrat e punës Aplikacion Gome etilen-propilen EPDM
e zezë maks. presioni i punës: 16 bar
temperatura e punës: -35 ° C – 135 ° C
afatshkurtër: 150 ° C
sisteme:
– ngrohje qendrore
–
sistem shtëpiak me ujë të ngrohtë dhe të ftohtë shtëpiak
– sisteme hidrantësh
– me solucione glikoli
– ajër i kompresuar (pa vaj)Gome fluorike FPM / Viton
jeshile maks. presioni i punës: 16 bar
temperatura e punës: -30 ° C – 180 ° C
afatshkurtër: 230 ° C
sistemet:
– diellor
– ajër i kompresuar
– naftë
– karburant
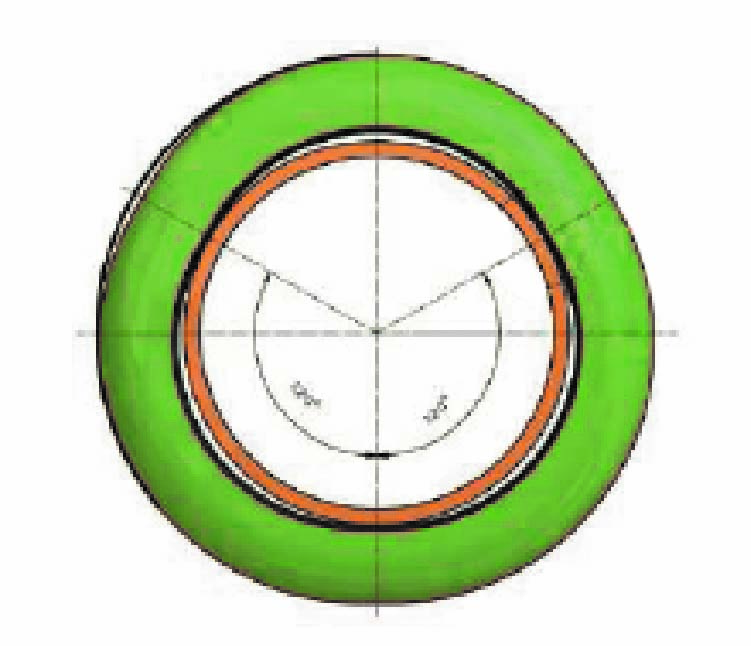
– me vaj perimeshTë gjitha pajisjet e Sistemit KAN-term Inox brenda dimensioneve 15-108 mm përmbajnë funksionin LBP (alarmi i lidhjeve të pa vulosura – LBP-Rrjedhja Para Shtypjes).
.png)
Brenda dimensioneve 15-54 mm, funksioni realizohet nga unaza O të projektuara posaçërisht. Me një zakon të veçantë , unazat LBP sigurojnë kontroll optimal mbi lidhjet gjatë provës së presionit. Lidhjet e pa vulosura janë të rrjedhura dhe për këtë arsye janë të lehta për t’u gjetur.
.png)
Brenda dimensioneve 76,1 – 108 mm funksioni LBP realizohet nga një formë e përshtatshme e montimit (ovalizimi i lidhësit të tubit).
Jeta e unazave O të sistemit Inox u testua nga Instituti DVGW dhe sipas këtyre provave kjo jetë nuk duhet të jetë më e shkurtër se 50 vjet.
Qëndrueshmëria e unazave O u testua në DVGW. Sipas këtyre provave jeta e tyre nuk duhet të jetë nën 50 vjet.
Teknologjia lidhëse
Sistemi KAN-term Inox dhe Çelik bazohet në teknologjinë e sistemit shtypës „Press“ dhe një profil të fiksimit „M“. Kjo siguron:- Presion me 3 avionë në një unazë O duke siguruar deformimin e tij të duhur dhe aderimin në sipërfaqen e tubit,
- mbyllja e plotë e hapësirës së zakonit të unazës O përmes shtypjes së buzës së përshtatshme në sipërfaqen e tubit, e cila parandalon futjen e papastërtisë në këtë pajisje dhe është një mbrojtje natyrore e vulës dhe përforcon një lidhje mekanikisht,
- kontrolli i gjendjes së një vulosje, dmth. forma e brazdës së unazës O pranë buzës së përshtatshme.
1. Pritini tubat me një prerës diskut në këndin e duhur ndaj boshtit. Lejohen mjete të tjera si sharra dore dhe elektrike për prerjen e çelikut të karbonit, me kusht që një prerje të jetë në këndin e duhur dhe skajet e prera të mos dëmtohen. Prishja e pjesëve të tubave pjesërisht të prera nuk lejohet. Mos përdorni ndezës dhe disqe prerëse për prerje. Kur përcaktoni gjatësinë që do të pritet, mbani mend thellësinë në të cilën një tub duhet të hyjë në një pajisje.


2. Përdorni një mjet dore ose elektrik (për diametra më të mëdhenj, një skedar gjysëm i rrumbullakët për çelikun), prishni skajin e jashtëm dhe të brendshëm të një tubi të prerë dhe hiqni të gjitha gërryerjet, të cilat mund të dëmtojnë unazën O gjatë montimit. Hiqni gjithashtu çdo skedar në dhe në një tub, i cili mund të rrisë rrezikun e korrozionit në pikë.


3. Për të arritur forcën e duhur të një lidhje, një tub duhet të hyjë në një montim në një thellësi të duhur. Shënoni atë thellësi të kërkuar në një tub (ose duke e pajisur me një fund “të zhveshur”) me një stilolaps. Pas shtypjes së shenjës në tub duhet të jetë i dukshëm vetëm në skajin e përshtatshëm.

4. Para montimit kontrolloni vizualisht nëse unaza O është në vendin e saj dhe gjendja e tij është në rregull. Sigurohuni gjithashtu që të mos ketë mbushje ose lëndë tjetër të huaj në një tub dhe montim, i cili mund të dëmtojë vulën, kur një tub futet brenda. Nëse po, hiqni ato. Sigurohuni nëse distanca midis pajisjeve fqinje nuk është më e vogël se e lejuar.

5. Para shtypjes, futni një tub në mënyrë aksiale në një pajisje në një thellësi të shënuar (pasi lejohet rrotullimi i dritës për lëvizje të lehtë). Mos përdorni vaj, yndyrë ose yndyrë për shtyrjen e lehtë në një tub (lejohet ujë ose tretësirë sapuni – rekomandohet për provën e presionit me ajër të kompresuar). Në rast të montimit të njëkohshëm të disa lidhjeve (duke futur tuba në pajisje), para se të shtypni çdo lidhje të njëpasnjëshme, kontrolloni thellësinë e futjes të shënuar në çdo tub.
6. Para se të filloni të shtypni kontrolloni gjendjen teknike të mjeteve. Rekomandohet të përdorni mjete fiksuese dhe nofulla shtypëse të dorëzuara nga Sistemi KAN-term . Gjithmonë zgjidhni një madhësi të duhur të nofullave shtypëse sipas një lidhjeje që po bëni.
Nofulla shtypëse duhet të vendoset në një lidhës në mënyrë që profili në të të përfshijë saktësisht brazdën, ku unaza O është ulur në një lidhës (pjesa konvekse e një konektori). Pas fillimit të mjetit të fiksimit, procesi i shtypjes kryhet automatikisht dhe nuk mund të ndalet.
Nëse për ndonjë arsye shtypja ndërpritet, një lidhje do të shpërbëhet (pritet) dhe do të bëhet përsëri.
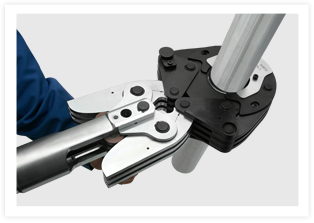
6.1 Për shtypjen e tre diametrave më të mëdhenj (64; 76,1; 88,9; 108) përdorni nofulla speciale katër-palëshe dhe një mjet shtrëngimi nga Klauke ose Novopress. Nxirrni nofullat nga kutia e saj dhe zhbllokoni ato duke tërhequr një kunj të veçantë dhe hapini.

6.2 Vendosni nofullat e hapura mbi një pajisje. Nofullat janë të pajisura me një zakon të veçantë në të cilin duhet të vendosni fllanxhën e përshtatshme. Njoftim: Pllaka me madhësinë e shtypur të nofullave (shih vizatimin) duhet të jetë gjithmonë në anën e një tubi.

6.3. Me nofullat ulur siç duhet në një bllokim të përshtatshëm nofullat përsëri duke e shtyrë kunjin sa më shumë që të jetë e mundur; tani nofullat janë gati të lidhin me të mjetin e fiksimit.

6.4. Mjeti fiksues duhet të lidhet me nofullat siç tregohet në vizatim. Shikoni absolutisht që krahët e mjetit futen deri në fund në vrima të veçanta në nofullat. Pikat e futjes maksimale janë shënuar në krahët e pajisjes. Me mjetin e fiksimit aq të lidhur mund të filloni të bashkoni plotësisht një lidhje.

6.5. Pas fillimit të mjetit të fiksimit, procesi i shtypjes kryhet automatikisht dhe nuk mund të ndalet. Nëse për ndonjë arsye shtypja ndërpritet, një lidhje do të çmontohet (pritet) dhe bëhet përsëri në mënyrë korrekte. Me hapin e shtypjes të përfunduar, mjeti fiksues tërhiqet automatikisht në pozicionin e tij origjinal. Pastaj, nxirrni krahët e mjetit fiksues nga nofullat. Për të hequr nofullat nga një pajisje, zhbllokoni përsëri duke tërhequr kunjin dhe hapeni. Mbani nofullat në rastin e saj, të mbyllura mirë.